-

CNC零件加工的优势特点
2021-04-06 768
首要,CNC零件加工的主轴转速和进给量规模比通用车床的规模大,每一道工序都能选用更佳的切削用量,数控车床的结构刚性答应数控车床进行大切削用量的强力切削,从而有效节省了机动时刻。数控车床移动部件在定wei中均选用加减速控制,并可选用很高的空行程运动速度,机械加工厂缩短了定wei和非切削时刻。运用带有刀库和主动换刀装置的加工中心时,工件往往只需进行一次装夹就可完成所有的加工工序,削减了半成品的
-

铝合金阳极氧化染色遇到的问题及处理办法
2021-04-06 2257
一、染不上色 1、阳极氧化膜厚缺乏。处理的办法是查看阳极氧化工艺是否标准,看温度,电压,导电等因素是否稳定,若有反常,请相应调整标准之,若无反常,可恰当延伸氧化时刻,确保膜厚达标。 2、染液pH值太高,此刻,可用冰醋酸将pH值调至标准值。 3、氧化后工件在水槽中放置时刻太久。发起及时染色,假如这种情况已经发生,可将工件放在阳极氧化槽中或硝酸中和槽中恰当活化处理后再进行染色,作用会很好。
-
阳极氧化膜的耐蚀性和耐磨性差的原因有哪些
2021-04-06 1016
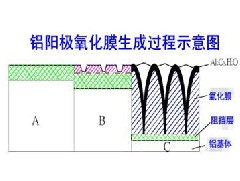
1、材料在氧化处理时因水成份,含量、浓度、温度、处理时间等要素影响处理作用都会导致终究产品作用不一样; 2、在产品的封闭着色处理时因资料前处理出产时已经存在的色差,导致对样、对色、调色难度增加; 3、不同批次的原资料铝板的金属元素含量及资料纹理也无法做到一致,着色处理时通过多次调整及试样评价后很难做到与样板作用彻底一样。 以铝或铝合金制品为阳极,置于电解质溶液中进行通电处理, 利用电解作
-

怎样处理好cnc加工中心主轴噪声的故障
2021-04-06 1051
任何机器在长时间使用后都会呈现噪声的现象,cnc加工中心也不破例。 一、操控轴承与孔和轴的合作精度。该毛病铣床的主传动系统中,轴承与轴和孔的合作,应确保轴承有必要的径向空隙。径向工作空隙的数值,是由内环在轴上和外环在孔中的合作,以及在运动状态下内环和外环所发生的温差所决议的。因此轴承中初始空隙的选择对操控轴承的噪声具有重要意义。过大的径向空隙会导致低频部分的噪声添加,而较小的径向空隙又会引起
-

为什么近几年数控车床加工行业亏损的原因
2021-04-06 885
首先是CNC精密机械加工立异才能的匮乏。一方面,CNC精密机械加工立异才能缺乏导致要害配备、中心零部件和根底软件等依靠外资企业的现象较为严峻。中心技术受制于人,在西方国家“卡脖子”的情况下,数控车床加工企业难以理想化开展。另一方面,立异才能缺乏导致CNC精密机械加工技术水平受限,数控车床加工产品同质化竞赛严峻,产能过剩,导致通过压低价格来拓展市场。所以低端产品横行,产品附加值低,利润率不
-

铝阳极氧化染色和清理时要注意哪些问题
2021-04-06 737
染色进程应注意事项 1 加强染色前的冲刷工件由阳极氧化槽中取出后要充沛冲刷,特别是工件的狭缝,盲孔等处,不然剩余的酸、碱在染色进程中会缓慢流出来,使染色溶液的pH值违背正常范围,并使残留酸碱部位外表的色泽与洁净部位有明显差别,甚至腐蚀氧化膜而显现白色。 2 阳极氧化后即染色 工件经阳极氧化后要当即染色。若工件阳极氧化后在空气中露出时刻过久膜层孔隙即会缩小,并有可能沾上污物,导致染色困难。
-

CNC加工中心可以在哪些产业进行加工升级
2021-04-06 812
加工中心适宜于加工杂乱,工序多,要求较高,需用多种类型的一般机床和很多刀具,夹具,且经屡次装夹和调整才能完结加工的零件。其加工的主要对象有箱体类零件,杂乱曲面,异形件,盘,套,板类零件和特珠加工五类。 一.CNC加工中心能够加工箱体类零件 箱体类零件一般是指具有一个以上孔系,内部有型腔,在长,宽,高方向有必定份额的零件, 这类零件在机床,汽车,飞机制造等职业用的较多,箱体类零件一般都需要进
-

江门CNC加工的高光机加工路线
2021-04-06 807
众所周知,CNC高光机是一种由程序控制的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使CNC车床动作并加工零件,并通过刀具切削将毛坯料加工成半成品成品零件等。那么CNC高光机的加工道路该如何确认,又要遵循哪些准则呢? CNC高光机的进给加工道路指车刀从对刀点(或CNC车床固定原点)开始运动起,直至回来该点并结束加工程序所通过的途径,包含切
-

江门CNC加工顺序要遵循哪些原则
2021-04-06 712
一个CNC加工件上往往有几个表面需求加工,这些表面不仅自身有必定的精度要求,而且各表面间还有必定的方位要求。为了到达这些精度要求,CNC加工件各表面的加工次序就不能随意组织,而必须遵从必定的准则,这就是定位基准的选择和转化决议着加工次序,以及前工序为后续工序准备好定位基准的准则。 1、在重要表面加工前,对精基准应进行一次休整,以利于确保重要表面的加工精度。 2、精基准加工好以后,接着应对精
-

怎么选取江门CNC加工切削用量
2021-04-06 848
在CNC加工件在进行加工前,都会要对CNC加工中心设备进行工序的编程,其中切削用量的选取是十分关键的,因为这个会直接决定加工出来的产品是否合格的重要工艺,那么怎么选取CNC加工切削用量呢? (1)确定背吃刀量(mm) 背吃刀量的大小主要依据机床、夹具、刀具和工件组成的工艺系统的刚度来决定,在系统刚度允许的情况下,为保证以更少的进给次数去除毛坯的加工余量,根据被加工零件的余量确定分层切削深度