-

江门铝阳极氧化染色不良的原因及改进方式
2021-04-06 1182
关于铝阳极氧化上色不良问题归纳剖析与改进 一、白点、露白 1、水洗不洁净,应加强水洗。 2、水洗所用的水太脏,易污染皮膜,此刻应更换水,保证水洗质量。 3、阳极氧化皮膜遭到空气中烟尘,酸、碱雾的污染。加强水洗,及时染色,及时转移可大起伏减轻此症状。 4、阳极氧化膜遭到油污、汗渍的污染。有必要加强防护,不行用手接触工件的外观面。 5、染液内有不溶解的杂质,受油污染,损坏正常染色,此刻
-

江门铝合金阳极氧化封孔的缺点该怎样处理较好
2021-04-06 1148
铝合金的外表处理现在运用越来越广泛,在这大势所趋之下,如何做到在节约本钱的一起,还要保量保质,已经成为一个企业生存必要技术。而氧化后的封孔是外表处理的最后一步,如果在这个阶段呈现问题,有可能会糟蹋许多时刻和本钱。封孔处理其能提高膜层的耐腐蚀性、耐磨性以及绝缘性,对工件起到良好的维护作用。那么阳极氧化封孔又有那些缺点,咱们又应该怎样应对呢? 1、封孔白灰。这是热封孔常见的缺点。起源于水中钙离子
-
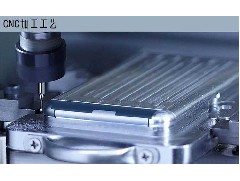
江门CNC加工的曲面精度不高的原因及解决方法
2021-04-06 848
CNC加工中心可以加工林林总总的工件,不管是平面的仍是曲面的都可以,但却也经常出现一些困扰我们的问题,影响加工件的质量,比如说曲面精度不高就是常见的状况,怎样处理呢? 首要,我们需求去找出曲面精度不高的原因,然后再着手去处理,捷众CNC加工中心先给我们讲讲或许的原因: 1、切削参数不合理,工件曲面表面粗糙·。 2、刀具刃口不尖锐。 3、刀具装夹太长,刀刃避空太长。 4、排屑,吹气,冲
-
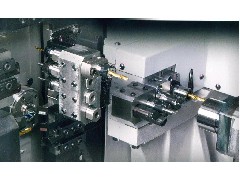
广东数控车床加工解析其怎样提高数控车床加工的光洁度
2021-04-06 1328
现在的大型数控车床加工已经成为了东莞机械加工中不可短少的一种重要加工方法,在大型数控车床加工时或许你会遇到各式各样的问题,比如加工工件有斑纹光洁度不高,那么是什么原因引起大型数控车床加工光洁度不高的呢? 1、假定大型数控车床摆放的方位不平会发作颤抖,会影响工件加工的光洁度,因而要保证大型数控车床加工的稳定性,才调更好的行进大型数控车床加工的光洁度。 2、尽量避免主轴高速作业呈现哆嗦,这样会
-
江门CNC加工有哪些核心要素
2021-04-06 922
模具行业工作中计件是基本的活动之一,而该数控机床的计件功能许多时分也是和它的内部零件功能有关的,那么CNC加工中心计件方法都有哪些呢?怎样才可以保证愈加精准和计件呢!下面就让咱们一同跟小编来看看吧! CNC加工中心计件方法和具体的机器体系有关,有的体系运用起来比较的便利,并且程序只需求履行一次之后就可以主动记住,然后在设置里边输入用户们需求的代码之后就可以修正,因而这些计件方法运用之
-

江门阳极氧化解析散热器阳极氧化染色工艺流程
2021-04-06 909
都说黑色吸收光线好,一起散热也是更好的,所以在早期许多的商家都会把CPU电扇阳极氧化染色变成黑的,然后设备上去,这样能到达更好的散热效果。现在的商家虽然不追求是否是黑色但是在染色这以方面却是更为注重。散热器阳极氧化染色工艺也越来越完善。 阳极氧化染色工艺条件的控制 1.溶液的温度与电压的联络 在额外的范围内溶液的温度越低,所需的电压应越高,因为溶液温度较低时氧化膜生成速度较缓慢,膜层较为
-

江门CNC加工的基准设计有哪些方面
2021-04-06 850
cnc加工的零件都是由若干外表组成,各外表之间有必定的尺度和彼此方位要求。cnc加工的模具零件外表间的相对方位要求包括两方面:外表间的距离尺度精度和相对方位精度(如同轴度、平行度、笔直度和圆跳动等)要求。研讨cnc加工的零件外表间的相对方位联系离不开基准,不明确基准就无法确认零件外表的方位。基准就其一般含义来讲,,就是零件上用以确认其他点、线、面的方位所根据的点、线、面。基准按其效果不同,可分
-

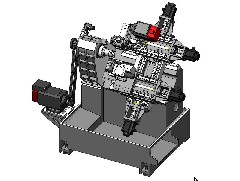
江门CNC加工的成本影响因素有哪些
2021-04-06 897
决定CNC成本的因素包括: 1. 加工时刻。加工时刻越长,CNC本钱越高。加工时刻是CNC本钱的首要驱动要素。 2. 资料本钱。坯料资料本钱是CNC本钱的重要组成部分。经过优化的规划以尽量运用标准化的坯料以及减少废料等能够下降资料本钱。 3. 安装时刻。当批量较小时,几许模型的预备以及加工进程的规划严重影响CNC本钱。这一部分本钱是固定本钱,能够经过大批量出产来分摊。 4. 其它规划要
-

江门阳极氧化技术运用于音响面板的表面处理有哪些积极影响
2021-04-06 1167
众所周知,随着我国工业展开的鼓起,市场上的金属表面处理技术能够说是百家齐放,更别说分门别类划分。现在较为盛行的一些金属表面处理技术就有很多种,例如:电镀、喷涂、抛光、阳极氧化等。拿阳极氧化技术来说,它是是现在运用更广且更成功的。 阳极氧化的作业原理首要依赖于电化学氧化反应,在铝及其合金在相应的电解液和特定的工艺条件下,因为外加电流的作用下,在铝制品(阳极)上构成一层氧化膜的进程。经阳极氧化技
-
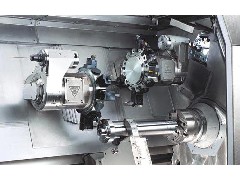
广东数控车床加工需要注意哪些问题
2021-04-06 1174
数控车床加工进程中有需求留意的关键,你知道几个呢? 合理挑选切削用量:关于效率高的金属切削加工来说,被加工资料、切削工具、切削条件是三大要素。这些决定着加工时刻、刀具寿数和加工质量。经济有用的加工方法必然是合理的挑选了切削条件。 切削条件的三要素:切削速度、进给量和切深直接引起刀具的损害。伴随着切削速度的进步,刀尖温度会上升,会发生机械的、化学的、热的磨损。切削速度进步20%,刀具寿数会削