-
CNC手板加工的质量精密有哪些因素影响
2021-04-06 823
尽管说产品的好坏有有很多因素决定的,但是对于咱们的CNC手板加工来说,重要的仍是加工的精度了。当然这也是根据客户的要求所定, 如果做外观手板的话,就需要做到跟图纸上面如出一辙,这就要求厂家对外观处理这个环节比较重视,尤其是喷油这个环节,不能出现任何偏差。 1、尺度精度指电脑锣加工后零件的实践尺度与零件尺度的公役带中心的相符合程度。尺度精度是用尺度公役来操控的。尺度公役是切削加工中零件尺度允
-

为什么机床坐标原点老是出现撞车原因和解决措施
2021-04-06 782
对数控机床加工进程常见的撞车原因,从数控体系使用的视点出发,对发生撞车的或许原因进行剖析讨论,并对数控机床撞车提出相应的预防措施。以削减撞车事端发生,确保机床可靠运转。 跟着配备制造业的不断发展和完善,高速、高精度数控机床的市场需求不断加大。然而在实践使用当中,因为各种原因,导致加工进程中还存在很多问题,以至于加工尺度不精确,乃至呈现撞车等严重影响产品品质的问题,形成不用要的经济损
-
阳极氧化膜的耐蚀性和耐磨性差的原因有哪些
2021-04-06 656
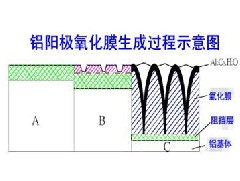
1、材料在氧化处理时因水成份,含量、浓度、温度、处理时间等要素影响处理作用都会导致终究产品作用不一样; 2、在产品的封闭着色处理时因资料前处理出产时已经存在的色差,导致对样、对色、调色难度增加; 3、不同批次的原资料铝板的金属元素含量及资料纹理也无法做到一致,着色处理时通过多次调整及试样评价后很难做到与样板作用彻底一样。 以铝或铝合金制品为阳极,置于电解质溶液中进行通电处理, 利用电解作
-

铝阳极氧化染色和清理时要注意哪些问题
2021-04-06 564
染色进程应注意事项 1 加强染色前的冲刷工件由阳极氧化槽中取出后要充沛冲刷,特别是工件的狭缝,盲孔等处,不然剩余的酸、碱在染色进程中会缓慢流出来,使染色溶液的pH值违背正常范围,并使残留酸碱部位外表的色泽与洁净部位有明显差别,甚至腐蚀氧化膜而显现白色。 2 阳极氧化后即染色 工件经阳极氧化后要当即染色。若工件阳极氧化后在空气中露出时刻过久膜层孔隙即会缩小,并有可能沾上污物,导致染色困难。
-

CNC加工中心可以在哪些产业进行加工升级
2021-04-06 738
加工中心适宜于加工杂乱,工序多,要求较高,需用多种类型的一般机床和很多刀具,夹具,且经屡次装夹和调整才能完结加工的零件。其加工的主要对象有箱体类零件,杂乱曲面,异形件,盘,套,板类零件和特珠加工五类。 一.CNC加工中心能够加工箱体类零件 箱体类零件一般是指具有一个以上孔系,内部有型腔,在长,宽,高方向有必定份额的零件, 这类零件在机床,汽车,飞机制造等职业用的较多,箱体类零件一般都需要进
-

江门CNC加工顺序要遵循哪些原则
2021-04-06 617
一个CNC加工件上往往有几个表面需求加工,这些表面不仅自身有必定的精度要求,而且各表面间还有必定的方位要求。为了到达这些精度要求,CNC加工件各表面的加工次序就不能随意组织,而必须遵从必定的准则,这就是定位基准的选择和转化决议着加工次序,以及前工序为后续工序准备好定位基准的准则。 1、在重要表面加工前,对精基准应进行一次休整,以利于确保重要表面的加工精度。 2、精基准加工好以后,接着应对精
-

怎么选取江门CNC加工切削用量
2021-04-06 671
在CNC加工件在进行加工前,都会要对CNC加工中心设备进行工序的编程,其中切削用量的选取是十分关键的,因为这个会直接决定加工出来的产品是否合格的重要工艺,那么怎么选取CNC加工切削用量呢? (1)确定背吃刀量(mm) 背吃刀量的大小主要依据机床、夹具、刀具和工件组成的工艺系统的刚度来决定,在系统刚度允许的情况下,为保证以更少的进给次数去除毛坯的加工余量,根据被加工零件的余量确定分层切削深度
-

江门CNC加工中心镗孔加工的特点是什么
2021-04-06 670
所谓CNC加工镗孔就是指将工件上原有的孔进行扩展或精化。CNC加工的镗孔特征是修正下孔的偏疼、获得精确的孔的方位,获得高精度的圆度、圆柱度和表面光洁度。所以,镗孔往往被运用在最后的工序上。例如,各种机器的轴承孔以及各种发动机的箱体、箱盖的加工等。 CNC加工的镗孔和其它机械加工比较,是属一种较难的加工。它只靠调理一枚刀片(或刀片座)要加工出象H7、H6这样的微米级的孔。 CNC加工中心镗孔
-

江门CNC加工中心对于安装的环境有哪些要求
2021-04-06 634
CNC加工中心是由数控铣床开展而成的自动化加工设备,CNC加工中心强大的加工能力能够为企业带来更高的工作效率。作为高精密的机械设备,CNC加工中心关于装置的环境也是有必定的要求的,江门益健来为我们整理如下: 1、温度与湿度 CNC加工中心的加工环境温度是在30℃以下。运用的环境温度和湿度过高就有或许下降控制体系元件的运用寿命,环境湿度过高还或许导致集成电路板的短路和故障。 2、电压和电流
-

广东数控车床加工的操作技巧可以分为几点
2021-04-06 594
一、编程技巧 在编程时需求考虑的事项有: 1. 零件的加工顺序: 先钻孔后平端(这是防止钻孔时缩料); 先粗车,再精车(这是为了确保零件精度); 先加工公差大的后加工公差小的(这是确保小公差尺度表面不被划伤及防止零件变形)。 2. 根据材料硬度挑选合理的转速、进给量及切深: 1)碳钢材料挑选高转速,高进给量,大切深。 2)硬质合金挑选低转速、低进给量、小切深。 3)钛合金挑